Kỹ thuật hàn leo hay còn gọi là hàn đứng, hoặc hàn 3G.
Đây là một tư thế khó hàn nhưng nó được sử dụng rất nhiều ngoài công trường và cho việc sửa chữa tại nơi làm việc.
Với những thợ hàn mới vào nghề thì bài viết này sẽ là những thông tin cơ bản ban đầu để có thể tiến hành hàn với tư thế này.
1.Yêu cầu cơ bản.
Kỹ thuật hàn leo yêu cầu thợ hàn đã có 1 chút kinh nghiệm về hàn, tức là đã được học về tư thế hàn bằng-sấp-1G.
Lựa chọn que hàn còn dùng được, và điều chỉnh dòng phù hợp, tránh để dòng cao quá, cũng như thấp quá so với khuyến nghị của hãng sản xuất.
Các bạn có thể tham khảo bài viết này để có những kiến thức cơ bản.
2. Kỹ thuật hàn leo- Dao động.
Để có được mối hàn đạt yêu cầu, thợ hàn sẽ lựa chọn kiểu dao động hàn nào cho phù hợp. Điều này phụ thuộc vào tay nghề cũng như khe hở và chiều dày của vật hàn.
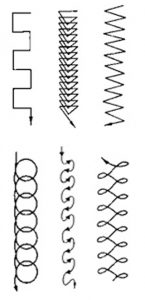
Chúng ta có các dạng dao động cơ bản sau: Dao động vuông, hình bán nguyệt, hình số 8, hình răng cưa, hình khóa móc… với mỗi loại chúng đều đem lại các mục đích khác nhau cho yêu cầu của mối hàn.
Vì ở tư thế hàn leo, nên vũng hàn rất dễ bị chảy xệ, và ngậm xỉ, thêm nữa là cháy chân và rỗ bề mặt. Điều này đòi hỏi thợ hàn phải đưa tay đều, và dao động ổn định, biết nhìn vũng hàn cũng như điểm nối và kết thúc mỗi khi thay que.
3. Kết thúc đường hàn.
Điểm kết thúc bao giờ cũng mang vũng hàn lớn, và tính chảy loãng cao, nên trước khi ngắt hồ quang, người thợ nên dao động kép lại 1 lần tại vị trí kết thúc để vị trí ngắt hồ quang ổn định hơn. Tránh bị co rút, gây nứt cục bộ tại vị trí này.
Trên đây là những điều cơ bản nhất để cho 1 thợ hàn mới hành nghề.
Chúc các thợ hàn luôn thành công trên con đường mình đang chọn.
Liên hệ với chúng tôi để được tư vấn cũng như đặt hàng các loại que hàn đặc biệt chống mài mòn.