Câu hỏi thường gặp về hàn đắp cứng chịu mài mòn
Tất cả các ngành công nghiệp đều có các bộ phận và thiết bị phải chịu một số loại mài mòn phá hủy.
Hardfacing hay còn gọi là hàn đắp cứng là một giải pháp hiệu quả về chi phí sẽ giảm thiểu hao mòn và tăng tuổi thọ của thiết bị. Thoạt nhìn, hardfacing có thể khó hiểu và rắc rối. Tuy nhiên khi hiểu một số kiến thức cơ bản về hàn đắp cứng có thể giúp bạn tự tin hơn trong việc lựa chọn giải pháp chống mài mòn.
Philarc que hàn là nhà sản xuất đa dạng các loại que hàn có độ cứng cao > 60HRC nhờ có hàm lượng Cr cao 35% và các nguyên tố hợp kim khác như Mo, Ni, V, Nb, W…,

1. Hàn đắp cứng -Hardfacing là gì?
Các bộ phận kim loại thường bị loại bỏ không phải do chúng bị gãy mà do chúng bị mài mòn, va đập, tiếp xúc kim loại với kim loại hoặc một số dạng mòn khác khiến chúng mất đi kích thước và chức năng. Hàn đắp cứng, còn được gọi là bề mặt cứng, là việc áp dụng bổ sung một lớp kim loại chịu mài mòn hoặc tích tụ lên bề mặt của một bộ phận bằng phương pháp hàn đắp để kéo dài tuổi thọ của chi tiết đó. Kim loại mối hàn có thể được bổ sung lên toàn bộ bề mặt chi tiết hoặc theo hình xương cá, hoặc chỉ là những điểm chịu mài mòn trực tiếp.
Giải pháp chịu mài mòn ngày càng trở nên quan trọng đối với nhiều ngành công nghiệp để bảo vệ thiết bị chịu mài mòn và mài mòn. Que hàn chịu mài mòn Philarc là sản phẩm được sử dụng rộng rãi trong các ngành công nghiệp như : khai thác, nạo vét, tái chế, nông nghiệp, đường sắt, xi măng, Nhiệt điện, khoan dầu khí, cũng như nhà máy luyện và rèn thép. Việc kéo dài tuổi thọ của các bộ phận hao mòn sẽ tiết kiệm hàng chi phí và cải thiện năng suất. Hàn đắp cứng chống mòn có thể được sử dụng để sửa chữa các bộ phận đã bị mài mòn hoặc được sử dụng trong sản xuất các bộ phận mới để cải thiện tuổi thọ của chúng trước khi chúng được đưa vào sử dụng.
Có ba loại ứng dụng tạo bề mặt cứng chính:
- Hàn đắp hoặc bồi đắp kim loại
- Hàn đắp cứng bề mặt hoặc phủ cứng
- Sự kết hợp giữa phục hồi kích thước và đắp cứng bề mặt
2. Những vật liệu nào có thể hàn đắp chống mòn – hardfacing
Thép carbon và thép hợp kim thấp có hàm lượng carbon dưới 1% có thể được hàn đắp cứng. Thép cacbon trung bình và thép hợp kim thấp rất phổ biến vì chúng cung cấp độ bền cao hơn thép ss400 và chống mài mòn tốt hơn. Các hợp kim cacbon cao có thể yêu cầu một lớp hàn đắp trung gian đặc biệt.
Các kim loại cơ bản sau đây có thể được làm cứng:
- Thép không rỉ- Inox
- Thép mangan
- Thép carbon và hợp kim
- Hợp kim niken
- Hợp kim đồng
Thép cacbon và thép hợp kim thấp có từ tính mạnh và có thể dễ dàng phân biệt với thép mangan Austenit không có từ tính. Có nhiều loại thép hợp kim thấp và cacbon cao hơn được sử dụng để sản xuất thiết bị và phụ tùng, đặc biệt là các thiết bị đòi hỏi độ bền và khả năng chống mài mòn cao hơn. Chúng ta cũng cần phân biệt các loại thép để xác định nhiệt độ gia nhiệt trước và sau khi hàn. Khi hàm lượng hợp kim tăng lên, yêu cầu về cầu gia nhiệt trước và sau nhiệt trở nên khắt khe hơn.
Ví dụ, thép được làm từ SCM440 thường yêu cầu gia nhiệt trước là 200ºC Thép được sử dụng cho đường ray P71 thường có hàm lượng carbon cao hơn và yêu cầu gia nhiệt sơ bộ tối thiểu từ 315ºC đến 370ºC. Thép mangan không yêu cầu gia nhiệt trước. Trên thực tế, cần thực hiện các bước để giữ nhiệt kim loại cơ bản dưới 260ºC.

3 . Các quy trình hàn phổ biến nhất được sử dụng để đắp cứng chống mòn bề mặt là gì?
Trong thực tế các quy trình hàn sau đâ thường được sử dụng:
- Hàn dây lõi thuốc (FCAW) với hồ quang hở hoặc khí bảo vệ
- Hàn Mig- Mag (GMAW) với dây được bảo vệ bằng khí
- Hàn hồ quang tay (SMAW)
- Hàn hồ quang chìm (SAW)
- Hàn hồ quang vonfram khí (GTAW)
- Hàn nhiên liệu oxy (OFW) hoặc hàn oxyacetylene
- Hàn hồ quang chuyển plasma, hàn laser, phun nhiệt.
Trên thị trường có rất nhiều thiết bị và vật liệu hàn. Xu hướng hiện nay là sử dụng các quy trình hàn bán tự động và tự động sử dụng FCAW và GMAW, về mức độ phổ biến là như nhau. GMAW sử dụng dây rắn hoặc dây kim loại bọc thuôc nhưng vẫn nên sử dụng khí bảo vệ
.Hàn hồ quang tay vẫn là phương pháp rất phổ biến, đặc biệt là đối với các ứng dụng tạo bề mặt cứng tại chỗ – thiết bị rẻ tiền và cơ động.
Các yếu tố cần được xem xét khi lựa chọn một quy trình hàn phù hợp:
- Tính sẵn có của thiết bị hàn, bao gồm máy hàn, que hàn hoặc dây bán tự động
- Sự sẵn có của vật tư tiêu hao bề mặt cứng Kích thước vật tư tiêu hao hàn
- Dây được bảo vệ bằng khí, dây hồ quang hở hoặc dây hồ quang chìm Có sẵn kỹ năng của người vận hành
- Vị trí hàn – trong nhà hoặc ngoài trời
- Kích thước thành phần, hình dạng và khu vực được làm cứng Độ dày của lớp đắp hàn
- Tỉ lệ lắng đọng
- Vị trí hàn – có thể di chuyển thiết bị hàn để hàn ở vị trí bằng phẳng Các yêu cầu về gia công nếu có
- Kết thúc mong muốn (chất lượng mối hàn?)
- Làm nóng sơ bộ và xử lý sau hàn (nóng lạnh / làm mát chậm / làm mát bằng không khí)
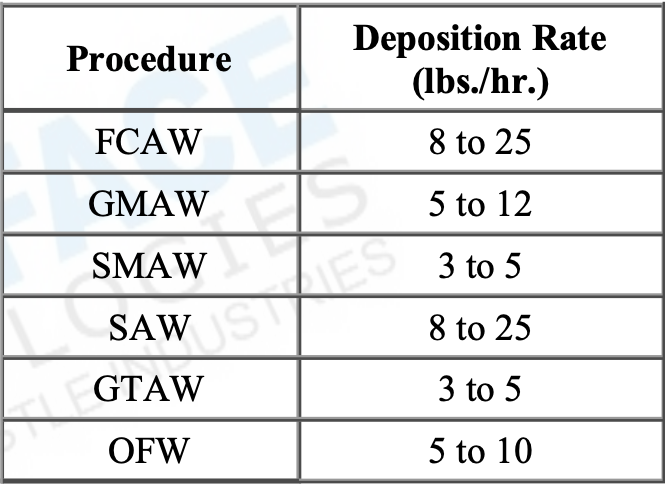
4. Với rất nhiều quy trình hàn có sẵn, quy trình nào là kinh tế nhất?
Nhiều yếu tố ảnh hưởng đến tính kinh tế của hàn đắp chống mòn, nhưng một yếu tố chính là tỷ lệ bồi đắp kim loại mối hàn. Bảng 1 cho thấy tỷ lệ lắng đọng ước tính cho mỗi quá trình.
5. Các dạng hỏng do mài mòn?
Hầu hết các bộ phận bị mòn không bị hỏng do một chế độ mài mòn, chẳng hạn như va đập, mà do sự kết hợp của nhiều chế độ, chẳng hạn như vừa mài mòn vừa chịu va đập. Ví dụ, răng gầu khai thác thường chịu mài mòn và va đập, và tùy thuộc vào loại vật liệu được khai thác (đá mềm hay đá cứng), . Điều này sẽ quyết định sản phẩm hàn bề mặt cứng được sử dụng.
Việc xác định chế độ mài mòn hoặc hiểu môi trường mà bộ phận tiếp xúc là rất quan trọng để chọn lớp kim loại đắp cứng nào phù hợp nhất cho ứng dụng. Đôi khi có những khó khăn cho việc lựa chọn và chúng ta buộc phải thử nghiệm để có kết quả tốt nhất.
Các kiểu mài mòn phổ biến nhất:
- Quá trình mài mòn xảy ra khi các vật liệu, chẳng hạn như ngũ cốc, đất hoặc cát, than, hoặc khoáng chất trượt trên bề mặt kim loại. Mài mòn có thể được chia thành mài mòn đục lỗ, mài mòn do áp lực cao hoặc mài mòn do áp lực thấp.
- Mài Mòn do va đập xảy ra khi một vật bị va chạm bởi một vật khác, chẳng hạn như bộ phận của máy nghiền hoặc bánh xe lửa lăn qua đường ray bằng thép mangan dẫn đến vật liệu bị bong ra hoặc tróc bề mặt.
- Kim loại với kim loại hoặc mài mòn kết dính – Điều này xảy ra khi hai bề mặt kim loại trượt vào nhau dưới áp lực, tạo ra điều kiện vi sóng do nhiệt ma sát và quá trình khuếch tán kim loại. Trường hợp này thường được tìm thấy trong điều kiện không được bôi trơn hoặc ma sát khô.

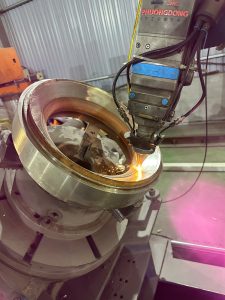
Rulo máy nghiền cắt rác, cao su được hàn đắp bởi que hàn Philarc để chịu mòn

Dao nghiền máy nghiền đá thạch anh được hàn đắp Philhard 713 chịu mài mòn
6. Các loại que hàn đắp cứng
Lớp thép nền có thể được chia thành bốn loại chính:
-
Que hàn nền Martensitic
– bao gồm tất cả các loại que hàn có độ cứng 20-65 HRC. . Đặc tính của lớp đắp này tương tự như thép dụng cụ, cứng lại khi nguội. Chúng rất tốt cho việc mài mòn kim loại với kim loại. Chúng cũng có thể chịu được rất nhiều tác động. Các hợp kim dưới 45 HRC thường được sử dụng để chế tạo trước khi hàn đắp cứng bề mặt hoặc để khôi phục kích thước và đắp cứng bề mặt. Hợp kim mactenxit có độ cứng cao hơn, trên 50 HRC được sử dụng để chống mài mòn. Một số loại que hàn điển hình như Philhard 350R, Philhard 400R, Philhard 610R, Philhard 610LH
-
Que hàn đắp cứng lớp Austenitic
– Lớp đắp cứng này có đặc tính tương tự như thép mangan và inox. Nhóm này thường mềm khi gặp nhiệt cao và chỉ cứng lại sau khi kim loại hàn đắp và gia tăng độ cứng khi va đậpChúng có đặc tính va đập tốt và chống mài mòn vừa phải. Lớp đắp cứng mangan Austenit thường được ứng dụng cho các chi tiết máy nghiền, kẹp hàm và đường ray xe lửa, và răng gầu máy xúc. Thép không gỉ có khả năng chống ăn mòn tốt. Các loại que hàn điển hình như Philhard CrMn, Philstain 307, Philstain 312
-
Que hàn đắp cứng Cacbon cao và hợp kim cao
– lớp đắp của loại que hàn này chứa một lượng lớn cacbit kim loại trong ma trận mềm hơn và tốt cho các ứng dụng mài mòn nghiêm trọng. Các hợp kim có chứa một lượng lớn crom và cacbon được gọi là họ crom cac bít và gần giống gang hoặc gang trắng. Đôi khi chúng chứa một lượng bổ sung niobi, vanadi và các nguyên tố khác. Độ cứng của chúng nằm trong khoảng từ 40 HRC đến 65 HRC. Hợp kim có chứa một lượng lớn vonfram và cacbon thuộc họ cacbua vonfram.Những hợp kim này có chứa thêm niobi, vanadi, molypden hoặc titan. Một số chứa một lượng nhỏ boron tạo thành borid và tốt cho các ứng dụng mài mòn nghiêm trọng. Các sản phẩm bao gồm Philhard 711, Sugarhard 718S, Philhard 713, Tungahard 950…
7. Bề mặt đắp cứng bị nứt chân chim, có ảnh hưởng đến quá trình làm việc không?
Nó phụ thuộc vào thành phần lớp hợp kim đắp cứng.Với lớp đắp cứng chứa hàm lượng Cacbon cao ( >2%) Crom cao > 30% thì điều này là hoàn toàn bình thường, nguyên nhân của rạn nứt chân chim làm lớp bề mặt nguội đi sau khi hàn có độ cứng cao, dẫn đến co rất mạnh và tồn tại ứng suất dư trong quá trình hàn. Ứng suất dư này dần được giải phóng và để lại vết nứt trên bề mặt.
Thông thường những vết nứt này sẽ không ảnh hưởng nếu bề mặt chị bị mài mòn do ma sát, đối với với các ứng dựng chịu ma đập sẽ cần hạn chế vết nứt bằng việc gia nhiệt kim loại cơ bản trước khi hàn.
Với những loại que hàn cacbon thấp chẳng hạn như các họ Austenit và Mactenxit, thông thường sẽ không bị nứt khi áp dụng các quy trình hàn thích hợp.
8. Kiểm tra vết nứt như nào?
Kiểm tra nứt xảy ra trong họ crom cacbua và có thể được xác định là các vết nứt vuông góc với chiều dài đường hàn. Chúng thường xảy ra cách nhau từ 8 mm 50 mm và là kết quả của ứng suất cao gây ra bởi sự co lại của kim loại mối hàn khi nó nguội đi.
Các vết nứt lan truyền qua độ dày của đường hàn và dừng lại ở lớp kim loại nền, miễn là nó không giòn. Trong trường hợp lớp kim loại cơ bản cứng hoặc giòn, bạn nên sử dụng lớp hàn đắp trung gian như Philstain 312 hoặc Philstain 307, Philhard CrMn. Nói chung que hàn đắp họ Austenitic là một lựa chọn tốt để hàn lớp đệm trung gian.

Vết nứt do ứng suất Chromium Carbide.
9. Bề mặt cứng crom cacbit là gì?
Nói chung, đây là những hợp kim cơ bản sắt có chứa một lượng lớn crom (lớn hơn 15 %) và carbon (lớn hơn 3 %. Các nguyên tố này tạo thành cacbit cứng (cacbit crom) chống mài mòn. . Hệ số ma sát thấp của chúng cũng khiến chúng được ưa chuộng trong các ứng dụng yêu cầu vật liệu có độ trượt tốt.
Các sản phẩm dây bao gồm Philhard 711, Philhard 713, Sugarhard 718S
Nói chung, khả năng chống mài mòn tăng lên khi lượng cacbon và crom tăng lên, mặc dù cacbon có ảnh hưởng nhiều nhất. Giá trị độ cứng nằm trong khoảng từ 40 HRC đến 65 HRC. Chúng cũng có thể chứa các nguyên tố khác có thể tạo thành các bít hoặc borid khác giúp tăng khả năng chống mài mòn trong các ứng dụng nhiệt độ cao. Lớp đắp que hàn loại này được giới hạn ở hai hoặc ba lớp.
10. Các bít phức tạp là gì?
Các Các bít phức tạp thường được liên kết với các Các bít crom có bổ sung columbi (niobi), molypden, vonfram hoặc vanadi. Việc bổ sung các nguyên tố này và cacbon tạo thành cacbit riêng của chúng hoặc kết hợp với cacbit crom hiện tại để tăng khả năng chống mài mòn tổng thể của hợp kim. . Chúng được sử dụng cho các ứng dụng mài mòn nghiêm trọng hoặc nhiệt độ cao.
Các sản phẩm bao gồm Philhard 713
11. Cacbit trong Mactenxit là gì?
Đây là các hợp kim loại thép công cụ với nhiều cacbit được liên kết chặt chẽ bằng titan, niobi, vanadi hoặc các nguyên tố khác. Cacbit trong Mactenxit là một sự lựa chọn tuyệt vời cho các ứng dụng yêu cầu không có vết nứt với đặc tính mài mòn tốt. . Vì những hợp kim này không bị nứt vỡ, chúng có xu hướng dễ sử dụng hơn về mặt ứng dụng lại.